미가키재란? 흑피재와의 차이 장점・단점에 대해서

미가키재란, 냉간 압연 가공으로 만들어진 강재를 말합니다.
강재는 대표적인 것에, S45C나 SS400이 있습니다만,
이러한 재료를 선정할 때는 미가키재인지 흑피재인지를 지정해야 합니다.
미가키재와 흑피재에서는 특징이 다르기 때문에 만약 예정과 다른 것을 입수해 버린 경우는
작업공정에 영향을 미치게 됩니다.
이 포스팅을 참고하여 미가키재와 흑피재의 차이를 파악하고 올바르게 선정할 수 있도록 합시다.
미가키 재란?
미가키재란, 냉간 압연 가공되어 만들어진, S45C나 SS400등의 강재를 말합니다.
미가키재의 이름과 같이, 표면은 닦은 것 같이 깨끗한 표면을 하고 있어 매끄럽습니다.
냉간 압연 가공이란, 2개의 롤을 사용해 재료를 끼우고,
압력을 가하여 재료를 소성 가공시키는 「압연」을, 실온 상태에서 실시하는 것을 말합니다.
「냉」이라고 하는 문자가 있지만, 식히고 가공은 하지 않고 상온인 채로 가공을 실시합니다.
냉간 압연으로의 가공은, 산화막이 생기지 않기 때문에,
미가키재의 깨끗한 표면을 얻을 수 있게 됩니다.
압연 가공은 냉간 압연 이외에 열간 압연이 있습니다.
열간 압연은 재료를 고온에서 연화시킨 후 압연하는 방식으로, 작은 힘에서도 압연이 가능합니다.
열간 압연에 의해 가공된 강재는, 흑색의 산화막을 생기기 때문에 「흑피재」라고 부릅니다.
열간 압연은 가공성이 우수하고, 고온의 재료를 롤에 의해 가공함으로써
금속의 결정이 견고해져 끈질긴 금속을 얻을 수 있습니다.
그러나 고온에서 가공하기 때문에 강재의 표면이 공기 중의 산소와 결합하여 산화막을 발생시킵니다.
2020.07.12 - SS400과 S45C의 차이를 철저 해설
SS400과 S45C의 차이를 철저 해설
SS400과 S45C의 차이를 철저 해설 [이 포스팅은 일본 기사를 번역한 것 입니다.] 출처 - https://mitsu-ri.net/articles/ss400-s45c 강재라고 말하면, SS400 또는 S45C는 가장 인기있는 두 가지입니다. 그..
kanonxkanon.tistory.com
미가키 재료의 장점과 단점
미가키 재료의 장점은 표면이 매끄럽고 깨끗한 점에 있습니다.
정밀도도 어느 정도 높고, 치수 정밀도를 내고 싶은 경우에 적합합니다.
한편, 미가키재의 단점은 냉간 압연에 의해 가공된 것이기 때문에
금속에 힘을 가해 일어나는 가공 경화나 재료 내부에 힘이 남아 있는 잔류 응력의 영향 등을 고려해야 한다는 점 입니다.
또, 밀가키재의 비용은, 흑피재에 비해 높은 경향에 있습니다만,
흑피재의 사용하기까지 실시하는 가공의 비용을 고려하면, 미가키재 쪽이 반드시 비싼것은 아닙니다.
그 때문에, 미가키재와 흑피재의 어느 것을 선택하는지는
가공 비용이나 가공 시간, 용도 등을 포함해 검토할 필요가 있습니다.
미가키재의 규격과 사이즈 치수
미가키재는【JIS G 3123:2004 미가키봉 강】의 규격이 있습니다.
JIS G 3123에 규정된 표준 치수는 아래 표와 같습니다.
●표준 치수(원・육각・각)(단위 mm)
| 모양 | 지름・대변거리 |
| 원 | 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 22 23 24 25 26 28 30 32 35 36 38 40 42 45 48 50 55 9 5 9 5 |
| 육각 | 5.5 6 7 8 9 10 11 13 14 17 19 20 22 24 26 27 30 32 36 41 46 50 55 60 65 70 75 80 |
| 코너 | 5 6 7 8 9 10 12 14 16 17 19 20 22 25 28 30 32 35 38 40 45 50 55 60 65 70 75 80 |
JISC 日本産業標準調査会
www.jisc.go.jp
●표준 치수(평)(단위 mm)
| 두께 | 폭 |
| 3 | 9 12 16 19 22 25 32 38 50 |
| 4 | 9 12 16 19 22 25 32 38 50 |
| 4.5 | 9 12 16 19 22 25 32 38 50 |
| 5 | 9 12 16 19 22 25 32 38 50 |
| 6 | 9 12 16 19 22 25 32 38 50 65 75100125150 |
| 9 | 12 16 19 22 25 32 38 50 65 75100125150 |
| 12 | 19 22 25 32 38 50 65 75100125150 |
| 16 | 22 25 32 38 50 65 75100125150 |
| 19 | 25 32 38 50 65 75100125150 |
| 22 | 32 38 50 65 75100125150 |
| 25 | 32 38 50 65 75100125150 |
●치수 허용차(단위 mm)
| 직경 대변거리 두께 & 폭 |
축 h에 대한 공차 등급 | |||||||
| IT6 | IT7 | IT8 | IT9 | IT10 | IT11 | IT12 | IT13 | |
| 3이하 | 0 -0.006 |
0 -0.010 |
0 -0.014 |
0 -0.025 |
0 -0.040 |
0 -0.060 |
0 -0.10 |
0 -0.14 |
| 3을 초과 6이하 |
0 -0.008 |
0 -0.012 |
0 -0.018 |
0 -0.030 |
0 -0.048 |
0 -0.090 |
0 -0.15 |
0 -0.22 |
| 6을 초과 10 이하 |
- | 0 -0.015 |
0 -0.022 |
0 -0.036 |
0 -0.058 |
0 -0.090 |
0 -0.15 |
0 -0.22 |
| 10을 초과 18이하 |
- | 0 -0.021 |
0 -0.033 |
0 -0.052 |
0 -0.084 |
0 -0.13 |
0 -0.21 |
0 -0.33 |
| 18을 초과 30 이하 |
- | 0 -0.021 |
0 -0.033 |
0 -0.052 |
0 -0.084 |
0 -0.13 |
0 -0.25 |
0 -0.33 |
| 30을 초과 50 이하 |
- | 0 -0.025 |
0 -0.039 |
0 -0.074 |
0 -0.12 |
0 -0.19 |
0 -0.30 |
0 -0.46 |
| 50을 초과 80 이하 |
- | 0 -0.030 |
0 -0.046 |
0 -0.074 |
0 -0.12 |
0 -0.19 |
0 -0.30 |
0 -0.46 |
| 80을 초과 120 이하 |
- | 0 -0.035 |
0 -0.054 |
0 -0.087 |
0 -0.14 |
0 -0.22 |
0 -0.35 |
0 -0.54 |
| 120을 초과 180 이하 |
- | - | - | - | - | - | 0 -0.40 |
0 -0.63 |
비고 1. 편경차 또는 편차는 허용차의 30% 이하로 한다.
2. 주문자의 지정에 의해, 축 h 이외(예를 들면, 축 g, j 등)의 치수 허용차를 채용해도 된다.
그 경우의 치수 허용차의 수치는 JIS B 0401-2의 표 17 내지 표 32에 따른다.
JISC 日本産業標準調査会
www.jisc.go.jp
JIS G 3123:2004 규정만 엽서 강철의 형상 및 가공방법별로 적용하는 공차등급은 아래 표에 따릅니다.
●형상 및 가공방법별 공차등급
| 형상 및 가공방법 |
원 | 코너 |
육각 |
평 |
||
| 연삭 | 인출 | 절삭 | ||||
| 적용 공차 등급 |
IT6·IT7 IT8·IT9 |
IT8·IT9 IT10 |
IT11 · IT12 IT13 |
IT10 IT11 |
IT11 IT12 |
IT12 IT13 |
비고. 수취 당사자간의 협정에 의해, 위 표 이외의 등급을 이용해도 된다.
미가키재와 흑피재의 차이
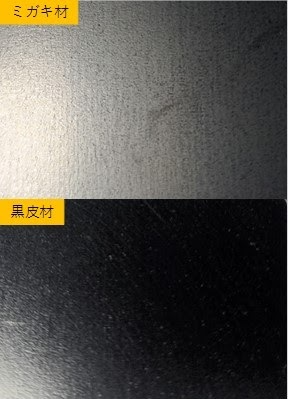
흑피재는 열간 압연으로 만들어진 강재로 표면이 산화 피막으로 덮여 있습니다.
밀가키재와 달리 흑피재의 표면은 밀 스케일이라고도 불리는 흑피로 덮여 있어 요철이 있어,
정밀도가 부족한 특징이 있습니다.
흑피를 제거하려면 산세척으로 흑피를 녹이거나 연마로 물리적으로 제거합니다.
밀가키재와 흑피재의 차이에 대해서는, 아래의 표로 정리했으므로 참고해 주세요.
| 미가키 재료 | 흑피재 |
| ・냉간 압연 가공된 강재 ・표면이 깨끗하고 요철이 적다 ・정밀도가 높은 가공에 적합하다 |
・열간 압연 가공된 강재 ・표면은 요철이 있어, 산화 피막의 흑피로 덮여 있다 ・정밀도가 높은 가공에는 적합하지 않음 |
-
'소재 및 가공기술' 카테고리의 다른 글
| 금속 성질 / 황동의 특징, 장점, 단점, 성질 설명한다 (0) | 2021.12.20 |
|---|---|
| 난삭재의 종류와 가공이 어려운 이유에 대해서 알아보자 (0) | 2021.12.20 |
| 스테인리스란? 스테인리스의 주성분, 자성에 대해서 알아보자 (0) | 2021.11.25 |
| SGP란? 종류, 용도, 성질, 연결 방법 (0) | 2021.11.17 |
| 콜렛 척이란? 구조와 원리 및 재질에 대해서 (0) | 2021.10.06 |




댓글
KaNonx카논님의
글이 좋았다면 응원을 보내주세요!
이 글이 도움이 됐다면, 응원 댓글을 써보세요. 블로거에게 지급되는 응원금은 새로운 창작의 큰 힘이 됩니다.
응원 댓글은 만 14세 이상 카카오계정 이용자라면 누구나 편하게 작성, 결제할 수 있습니다.
글 본문, 댓글 목록 등을 통해 응원한 팬과 응원 댓글, 응원금을 강조해 보여줍니다.
응원금은 앱에서는 인앱결제, 웹에서는 카카오페이 및 신용카드로 결제할 수 있습니다.