금속 표면 조도表面粗さ란 어떤것인가 자세히 설명한다

이번에는 표면조도의 기초 지식에 대해서 해설합니다.
표면조도는 가공한 워크의 표면의 거칠음을 수치와 기호로 나타낸 것입니다.
표면 조도 값으로 광택과 촉감뿐만 아니라 마찰력과 밀착성 등에도 영향이 나타납니다.
그래서 표면조도는 제품의 기능성을 평가하는 데도 중요한 요소가 됩니다.
표면조도란?
표면조도는 가공한 워크의 표면의 거칠음을 평가하기 위한 지표입니다.
가공한 워크의 표면은 간격이 다른 기복이 있습니다.
이 기복이 큰 것을 "파도"라고 부르며 미세한 것은 "표면조도"라고 부릅니다.
표면조도는 전용 측정 기기를 이용하여 단면적 곡선의 데이터를 취득합니다.
단면적 곡선에서 요철의 크기(파장)로 분리하고 큰 파장을 이루는 곡선, 작은 파장을 조도 곡선으로 평가합니다.
너울 조도의 분리는[JIS B 0633]의 규격에서 정한 기준 길이(컷오프치)를 사용합니다.
표면조도 측정의 필요성
표면조도는 제품들이 접촉할 때 등의 마찰력과 기밀성에 영향을 미칩니다.
예를 들면 축으로 베어링은 부품의 표면 거칠기로 접촉 면의 마찰력에 차이가 납니다.
금형과 성형품의 벗기기 쉬움에서도 표면조도에 의한 차이가 있습니다.
또 제품의 표면조도가 작은 것 만큼 광택이 나오게 되는 등 제품의 품질에도 영향이 나타납니다.
이들처럼 표면조도는 기능성 및 품질 평가를 위한 값으로 많이 이용되고 있습니다.
표면조도기 파라미터 종류
표면조도기 파라미터는 주로 산술 평균 조도 Ra과 최대 높이 조도 Rz을 쓰고 있습니다.
Ra
Ra는, [JIS B 0601:2013]에서 "산술 평균 조도"라 불리는 높이 방향의 파라미터를 표합니다.
[ISO 25178]에서는 Sa로 표기되고 있습니다.
조도 곡선과 그 평균치의 직선으로 둘러싸인 면적을 직사각형에 평활화되었을 때의 높이에서
평균화한 값을 취하기 때문에 전체적인 면의 평가에 채용되었습니다.
산술 평균 조도는 조도 곡선으로 그 평균 선의 방향으로 기준 길이 L만 빼낸 뒤
임의 부분의 평균 선의 방향에 x축을 세로 배율의 방향에 y축을 잡고
조도 곡선을 y=f(x)로 나타냈을 때 위 그림의 방식으로 요구된 값을 μm의 단위로 나타낸 것은 산술 평균 조도가 됩니다.
Rz
Rz는[JIS B 0601:2013]에서 "최대 높이 조도"라 불리는 높이 방향의 파라미터로,
조도 곡선의 최대치와 최소치의 차이를 μm의 단위로 나타낸 것입니다.
[ISO 25178]에서는 Sz로 표기되고 있습니다.
최대 높이 조도는 측정 기법 상의 높은 산과 낮은 계곡이 있는 부분이며,
최대 높이 조도 값이 커지는 만큼 부분적인 상처 등의 출석에 채용되었습니다.
Rz는 2001년보다 전 JIS규격으로 "열점 평균 조도"라는 다른 파라미터를 나타내고 있었으므로,
도면 표기된 경우는 실수가 없도록 주의하고 볼 필요가 있습니다.
또 최대 높이 조도는 옛 JIS규격의 경우 Rmax와 Ry 같은 파라미터로 표기되어 있었습니다.
측정 방법의 종류
표면 조도 측정 방법은 크게 "접촉식"과 "비접촉식"이 있습니다.
접촉식
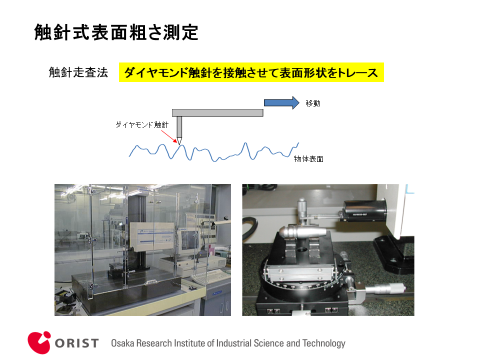
접촉식은 첨단의 크기가 반경 몇 μm 정도의 다이아몬드 제촉 바늘(스타일러스)으로
워크의 표면을 덧쓰며 단면 형상의 데이터를 측정합니다.
접촉식은 종래부터 주류가 되는 표면조도 측정 방법으로써 기술 축적도 풍부합니다.
접촉식의 주요 특징은 다음과 같습니다.
· 명료한 형상 파형이 얻을 수 있다
· 긴 거리 측정이 가능 하다
· 측정력으로 시료 표면에 상처가 난다
· 점착성 있는 시료는 측정할 수 없다
· 추적자의 첨단의 사이즈로 작은 도랑은 측정할 수 없다
비접촉식
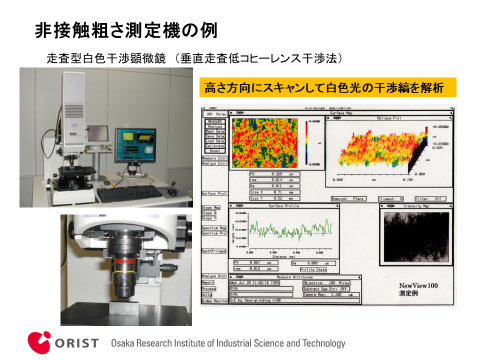
비접촉식은 추적자 대신 빛 등을 써서 표면 조도를 측정하는 방식입니다.
공초점 방식이나 백색 간섭 방식 등, 원리의 차이에 의한 다양한 측정 방식이 있습니다.
비접촉식은 이차원의 표면조도만이 아니라 삼차원 표면 형상의 측정에 대응한 것이 많습니다.
그 경우는 높이, 평면도, 평면 프로파일 등 다양한 측정이 가능합니다.
비접촉식의 주요 특징은 다음과 같습니다.
· 시료 표면을 상처내지 않는다.
· 접촉식과 비교해서 미소한 요철을 측정할 수 있다
· 측정 시간이 짧다
· 측정할 수 있는 시료가 한정된다
신구 JIS규격의 비교
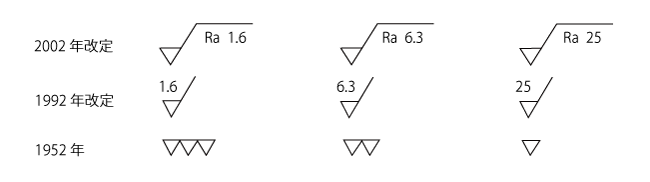
표면조도는 JIS규격에 근거하고 기호를 도시합니다.
표면조도의 기호는 윗 그림과 같이 ▽ 기호에서 2번의 개정이 되었습니다.
그러나 현재에도 옛 JIS규격의 기호를 이용한 경우가 많아 각각의 기호에 대해서 이해할 필요가 있습니다.
신구 JIS규격의 비교에 대해서는 아래의 표를 참고로 봐주세요.
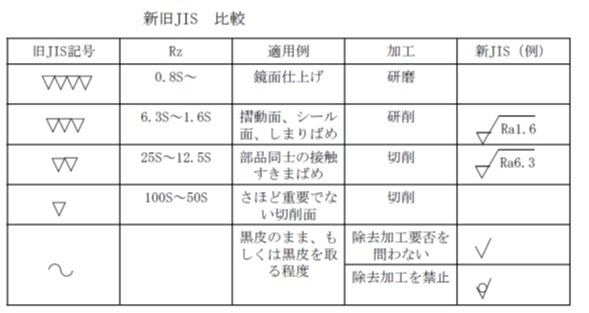
위의 표를 보시면 아시겠지만, ▽의 수가 많을수록 표면 거칠기는 매끄러운 것을 의미하고 있습니다.
표면조도의 매끈함으로 적용과 가공 방법에도 차이가 있습니다.
▽ 기호가 아니라 옛 JIS의 표기와 새 JIS의 표기의 차이는 다음과 같습니다.
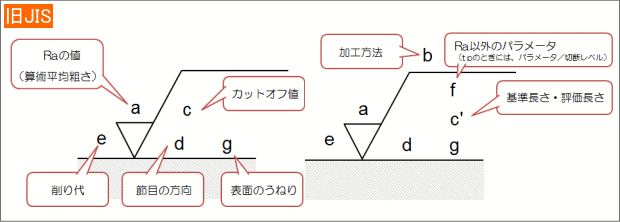
위 그림의 a~g은 필요 시 수치나 기호를 기입하므로 모든 부분을 기입해야 한다는 것은 아닙니다.
가공 방법과 기호
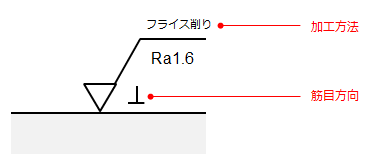
표면 거칠기 기호는 윗 그림과 같이 가공 방법과 고비 방향을 지정할 수 있습니다.
고비 방향은 가공하는 방향을 의미합니다.
주요 가공 기호의 사례는 다음 표와 같습니다.
| 가공 방법 | 기호 | 참고 |
| 선삭 볼록 깎이 |
L | Turning (Lathe Turning) |
| 면 깎이 | LFC | Facing |
| 볼링 바 | B | Boring |
| 대패질 | P | Planing |
| 밀링 절삭 | M | Milling |
| 다이밀링 절삭 | MP | Plain Milling |
| 리머 마무리 | DR | Reaming |
위의 것 외에도 많은 가공 방법의 기호가 있습니다.
기타 기호에 대해서 알고 싶으면[JIS B 0122가공 방법 기호]의 규격을 체크하세요.
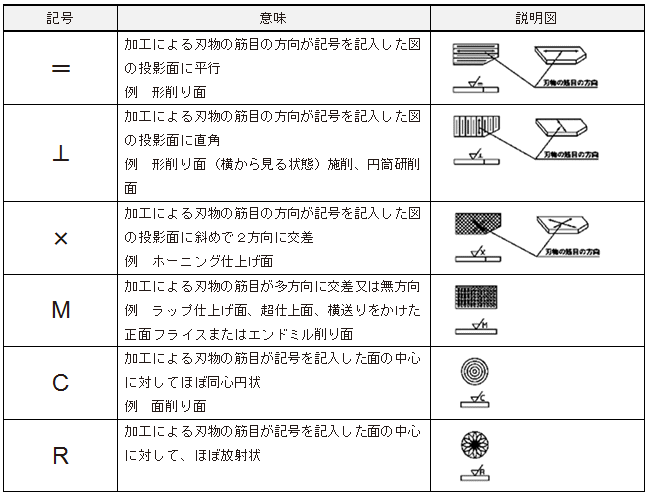
주름 쪽의 기호에 대해서는 아래의 표를 참고로 봐주세요.
2021.12.15 - 미가키재란? 흑피재와의 차이 장점・단점에 대해서
2022.01.14 - 버프 연마란? 버프 연마의 용도, 종류, 장점 까지 알아보자
버프 연마란? 버프 연마의 용도, 종류, 장점 까지 알아보자
버프 연마란? 버프 연마의 용도, 종류, 장점 까지 알아보자 버프 연마는 금속이나 수지 등의 표면을 닦아 매끄럽게 마무리하는 연마 가공의 일종입니다. 예를 들어 등급이 높은 스
kanonxkanon.tistory.com
2022.02.12 - 바이브레이션 연마의 용도, 특징, 종류를 알아보자
2022.01.12 - 다이캐스트란 무엇인가? 제품 예, 장점과 단점, 단조와의 차이
-
'소재 및 가공기술 > 금속 가공' 카테고리의 다른 글
| 로렛가공(널링(Knurling)가공)의 공구, 선반, 평면 가공 방법 (0) | 2022.03.21 |
|---|---|
| 와이어 방전 가공에 대해서 알아본다. 장단점 및 특징에 대하여 (0) | 2022.03.16 |
| 바이브레이션 연마의 용도, 특징, 종류를 알아보자 (0) | 2022.02.12 |
| 분체 도장의 특징과 종류, 장단점까지 알아보자 (0) | 2022.02.11 |
| 인산염 처리란 종류와 처리 공정을 설명한다 (0) | 2022.01.22 |




댓글
KaNonx카논님의
글이 좋았다면 응원을 보내주세요!
이 글이 도움이 됐다면, 응원 댓글을 써보세요. 블로거에게 지급되는 응원금은 새로운 창작의 큰 힘이 됩니다.
응원 댓글은 만 14세 이상 카카오계정 이용자라면 누구나 편하게 작성, 결제할 수 있습니다.
글 본문, 댓글 목록 등을 통해 응원한 팬과 응원 댓글, 응원금을 강조해 보여줍니다.
응원금은 앱에서는 인앱결제, 웹에서는 카카오페이 및 신용카드로 결제할 수 있습니다.