NC프로그램이란 NC장치와 잘 사용되는 NC코드의 종류를 알아보자

NC는 "NC공작 기계"에서 사용되는 제어 장치입니다.
NC를 사용하는 미리공작 기계로 가공 프로그램을 입력함으로써
같은 물건을 정밀하게 가공할 수 있습니다.
이번 포스팅에서는 알기 어려운 NC의 전체 흐름과
"G코드"와 "M코드"등 현장에서 흔히 쓰이는 NC코드까지
간단하게 알아보도록 하겠습니다.
NC는 "NC공작 기계"에서 사용되는 제어 장치입니다.
NC를 사용하는 미리 기계로 가공 프로그램을 입력함으로써
같은 물건을 정밀하게 가공할 수 있습니다.
ATC(자동 공구 교환 시스템)이나다양한 자동화 장치과 조합하는 것으로
24시간의 무인 가동도 가능하지요.
다품종 대량 생산의 현장에는 필수 장치입니다.
〈NC〉와 〈CNC〉의 차이
NC와 CNC는 제어 장치의 종류로 구별되고 있습니다.
NC:수치 제어(Numerically Controlled)의 약자
제어 장치에 트랜지스터와 연산 회로를 사용한 것으로, 1950년경에 등장.
낡은 NC에서는 프로그램의 입력에 구멍 뚫린 종이 테이프(펀치 시트)를 사용했습니다.
CNC:컴퓨터 수치 제어(Computerized Numerically Controlled)의 약자
NC의 제어 장치를 컴퓨터에 바꾼 것으로 1980년경에 등장.
금속 가공현장에서 자주 볼 수"제어 컨트롤러"이나 "터치 패널"을 갖춘 장치입니다.
NC프로그램에 대해서
NC프로그램은NC공작 기계를 움직이기 위한 가공 프로그램입니다.
"코드"이라 불리는 데이터를 NC장치에 입력하고
NC내부 컴퓨터가 연산을 하는 것이고 기둥이나 테이블을 움직입니다.
NC프로그램에서는절삭조건과 가공 순서는 물론
ATC(자동 공구 교환 시스템)교환 공구의 타이밍이나,
쿨런트의 ON/OFF등 다양한 명령을 기술합니다.
2022.03.29 - 절삭유(냉각제 용액)의 종류, 성분, 장단점에 대해서
절삭유(냉각제 용액)의 종류, 성분, 장단점에 대해서
절삭유(냉각제 용액)의 종류, 성분, 장단점에 대해서 금속 가공의 현장에서는 금속을 깎고 절단하는 등 여러 가공이 실시됩니다. 그리고 그 때 "절삭유"로 불리는 기름이 사용됩니다. 절삭기나
kanonxkanon.tistory.com
NC프로그램의 입력 방법

NC장치에 대한 프로그램의 입력에는 운전원에 의한
"매뉴얼 입력"과 PC를 사용한 "디지털 입력"이 있습니다.
NC장치에 입력된 프로그램은 "수치 연산부"의 메모리에 기억됩니다.
수동 조작으로 어려운 것 같아 보이지만
대화식 CNC를 사용한 간단한 방법도 있습니다.
CAD/CAM을 사용하고 NC장치에 직접 입력하는 방법도 있습니다.
CAD/CAM을 사용, 도면에서 자동으로 NC프로그램을 생성하는 방법입니다.
생성된 데이터는 메모리 카드(USB·CF카드 등)나
인터넷을 사용하고 NC장치에 전송합니다.
NC프로그램의 구성
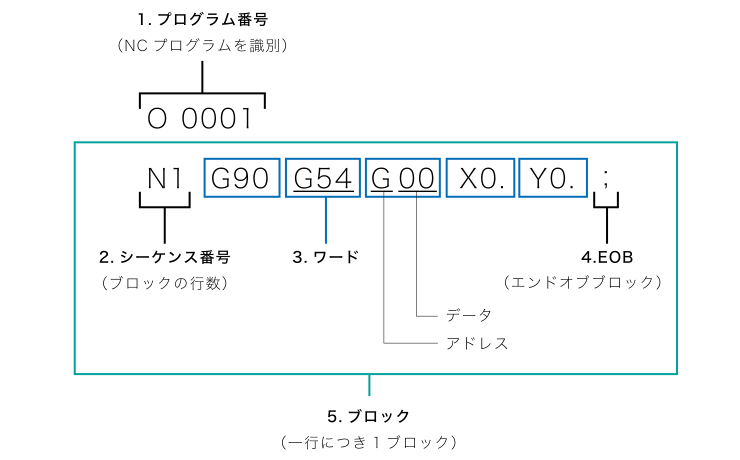
NC프로그램에서는 한번의 동작을 일행의 프로그램에서 기술.
이 일행의 프로그램을 "블록"이라고, 블록의 연속에 의해서 가공을 합니다.
블록은 알파벳과 숫자의 조합으로 되어 있습니다.
| 1. 프로그램 번호 | "O(오)"에서 시작, 1~4자릿수의 숫자입니다. NC프로그램을 식별하기 위한 이름의 역할을 합니다. 프로그램의 시작과 끝에는 "%"를 붙입니다. |
|---|---|
| 2. 시퀀스 번호 | "N"에서 시작된 숫자의 일련 번호입니다. 블록을 식별하기 위한 이름의 역할을 합니다. 몇번째 블록가를 블록의 행수로 나타냅니다. |
| 3. 워드 | 프로그램 최소 단위입니다. 하나의 워드가 하나의 동작을 나타내고 있습니다. 기계의 동작 내용을 지정하는 "주소(알파벳)"로 더 구체적인 내용을 지시했다"데이터(수치)"의 조합으로 되어 있습니다. |
| 4.EOB (엔드 오브 블록) |
블록의 맨 끝에 한다";"의 문자입니다. 블록이 끝났음을 알리는 데 적용되었습니다. |
| 5. 블록 | 실제로 기계를 움직이기 위한 프로그램입니다. 일행을 한번의 동작의 명령이 기술되고 있습니다. 위에서 아래로 한줄씩 블록의 명령이 처리되어 갑니다. |
NC프로그램 사례
간단한 NC프로그램의 실례를 바탕으로 코드의 내용을 한줄씩 해설합니다.
| O0001 | 프로그램 번호 0001을 불러냄 |
| N1 T03 M06 ; | ATC에서 번호 3번의 공구를 불러냄 공구로 교환 |
| N2 G90 G54 G00 X0. Y0. ; | 주축의 시작 위치를, X축 0·Y축 0으로 설정 |
| N3 S1000 M03 ; | 주축 회전 속도를 1000min으로 설정하는 회전 |
| N4 M08 ; | 냉각제를 공급 |
| N5 G00 Z100. ; | Z축(공구)의 좌표를 100으로 설정 |
| N6 G91 G00 Z-95. ; | Z축(공구)를 95mm아래에 보내는(절삭 등) |
| N7 G01 Z-5. F200 ; | Z축(공구)를 이송 속도 200m/min으로 5mm아래에 보내는(절삭) |
| N8 G00 Z100. ; | Z축(공구)를 100mm상에 보내는(절삭 종료) |
| N9 M09 ; | 냉각제 공급을 정지 |
| N10 M05 ; | 주축 회전을 정지 |
| N11 M30 ; | 프로그램을 종료 |
NC프로그램의 코드

NC프로그램에서 사용된 대표적 코드로 사용 예에 대해서 소개합니다.
※실제 코드는 NC장치 메이커에 의해서 다릅니다.
(참고로서 사용하시기 바랍니다.)
NC프로그램의 G코드
G코드는"준비 기능"이라고도 불리고 NC프로그램 중에서도 가장 사용되는 코드입니다.
(G는 제너럴 기능의 머리 글자)
G와 2숫자의 조합으로 좌표 설정과 주축 회전 테이블 구동 속도 등을 제어합니다.
〈 대표적인 G코드 〉
| G00 X□□□ Y□□□ Z□□□ | 주축을 지정한 좌표(XYZ)에 감고 이동시키는 코드입니다 주축을 다음 가공 점으로 이동할 때 사용합니다 |
| G01 X□□□ Y□□□ Z□□□ | 주축을 지정한 좌표(XYZ)에 이동시키는 코드입니다 절삭 중의 주축의 이동에 사용합니다 말미에(F□ □ □)을 붙임으로써 이동 속도를 지정합니다 |
| G02、G03 | 곡선의 절삭 가공에서 사용하는 코드입니다 주축을 곡선 모양으로 움직일 수 있습니다 G02는 우마와리, G03은 좌마와리이 됩니다 |
| G04 P□□□ | 도-웰과 불리는 코드입니다 다음 프로그램의 실행을 지정 시간만 늦춥니다 드릴의 혈저에서 마무리나,터치 프로브등의 센서 반응 속도에 여유를 갖기 위해서 사용됩니다 |
| G28 | 공구의 원점 복귀으로 사용하는 코드입니다 워크의 교환이나키리 가루제거 등 재빠른 공구를 놓칠 때에 사용됩니다 |
| G40〜G42 | NC선반노노즈 R보정(칼끝 R보정)에서 사용되는 코드입니다 |
| G50 | 주축의 최고 회전수를 지령하는 코드입니다 |
| G54〜G59 | 등록된 워크 원점(워크 좌표계)를 요비다십니다 |
| G92 X□□□ Y□□□ Z□□□ | 워크 좌표를 설정하기 위한 코드입니다 공구 끝이 지정한 좌표(XYZ)로 설정됩니다 |
NC프로그램의 M코드
M코드는"보조 기능"이라고도 불리고 이동 이외의 지령을 지원하는 코드입니다.
(M은 미세레이니아스·기능의 머리 글자입니다)
M과 2자리 숫자의 조합이어서 주축의 회전과,ATC에 따른 공구 교환·쿨런트의 ON/OFF등을 제어합니다.
〈 대표적인 M코드 〉
| M00(프로그램 정지) | 프로그램의 실행을 잠시 정지하는 코드입니다 주축과 쿨런트등을 모두 정지시키고 가공 사업 상태를 체크할 수 있습니다 기동 스위치를 누르는 것으로, 가공을 재개합니다 |
| M01(선택 정지) | NC조작반의 옵셔널 스톱 스위치를 ON으로 할 경우 M00와 마찬가지로 프로그램을 일시적으로 정지합니다 가공 상황에 맞추어, 가공 정지 여부를 자유롭게 결정할 수 있습니다 |
| M03(주축 회전) | 주축을 회전(시계 방향) 시키는 코드입니다 |
| M04(주축 회전) | 주축을 회전(반 시계 방향) 시키는 코드입니다 |
| M05(주축 정지) | 주축을 회전을 정지시키는 코드입니다 |
| M06(공구 교환) | ATC(공구 자동 교환 시스템)에서 공구를 불러내 교환합니다. |
| M08(쿠랑트 ON) | 쿨런트를 공급합니다 |
| M09(쿠랑트 OFF) | 쿨런트 공급을 정지합니다 |
| M30(프로그램 종료) | 프로그램 끝을 알리는 코드입니다 기계의 운전이 정지하고 가공이 종료합니다 |
NC프로그램의 S코드
S코드는"주축의 회전 속도를 조절"하는 코드입니다.
(S는 디스크 속도·기능의 머리 글자입니다)
S와 2~4숫자의 조합이어서 주축의 회전 속도를 정합니다.
〈 S코드의 사용 예 〉
| S1000 M03 ; | 주축 회전 속도를 1000min(1분에 1000회전)로 설정했고 주축을 회전(시계 방향) 시킵니다 |
NC프로그램의 T코드
T코드는 ATC(공구 자동 교환 시스템) "공구를 선택"하는 코드입니다.
(T는 도구·기능의 머리 글자입니다)
T와 2숫자의 조합으로 사용하는 공구를 지정합니다.
〈 T코드의 사용 예 〉
| T03 M06 ; | ATC 번호 3번의 공구를 불러냄 공구로 교환합니다. |
NC프로그램의 F코드
F코드는 주축과 테이블"전송 속도를 조절"하는 코드입니다.
(F은 피드·기능의 머리 글자입니다)
F와 숫자 조합으로 이송 속도를 정합니다.
〈 F코드의 사용 예 〉
| G01 Z-100. F500 ; | 주축을 이송 속도 500m/min으로 100mm아래로 보냅니다 |
매크로에 대해서
거시적으로는 일반적인 프로그램에도 잘 쓰이는
"if구문"등을 사용할 수 있습니다.
매크로를 사용하면서 "터치프로브로 워크를 계측하고 지정의 치수에 깎이지 않으면 추가 가공하는 "등
NC프로그램을 여러 조건에 맞게 자동으로 구분할 수 있습니다.
수치에 "변수"을 사용하면서 같은 프로그램을 다양한 가공을 할 수 있습니다.
2021.12.22 - 터치 프로브란 어떤 것인가? 원리와 종류를 설명한다
2022.04.01 - 금속 가공의 탈지 (Degreasing) 의 기초적인 것에 대하여
금속 가공의 탈지 (Degreasing) 의 기초적인 것에 대하여
금속 가공의 탈지 (Degreasing) 의 기초적인 것에 대하여 탈지는 그 명칭대로 기름을 없애는 것입니다. 금속 가공에서는 많은 분야에서 기름을 사용하기 때문에 유분을 제거하는 방법은 매우 중요
kanonxkanon.tistory.com
2020.08.09 - 비철금속의 종류, 성격, 가공 선정의 포인트를 알아보자
비철금속의 종류, 성격, 가공 선정의 포인트를 알아보자
비철금속의 종류, 성격, 가공 선정의 포인트를 알아보자 [이 포스팅은 일본 기사를 번역한 것 입니다.] 출처 - https://minsaku.com/category01/post121/ 이 문서에서는 비철 금속 재료의 종류와 가공 방법과
kanonxkanon.tistory.com
-
'IT 이것저것 > 유용한 업무 팁' 카테고리의 다른 글
| 도면상의 기호나 표기의 의미를 알아보자 (P.C.D. B.C.D. 외 5건) (1) | 2023.12.02 |
|---|---|
| M4A 파일이란 무엇이며 M4A 파일은 어떻게 열 수 있을까 (0) | 2023.08.01 |
| Google Assistant에서 "Hey Google"을 건너뛰는 방법 (0) | 2023.07.26 |
| 인터넷 쿠키 추적이란 무엇이며 위험하지 않을까요? (0) | 2023.07.25 |
| 워드에서 표의 셀 간격을 조정하는 방법에 대해 알아보자 (0) | 2023.07.19 |




댓글